
 工地钢轨焊接施工方案.docx
工地钢轨焊接施工方案.docx
《工地钢轨焊接施工方案.docx》由会员分享,可在线阅读,更多相关《工地钢轨焊接施工方案.docx(12页珍藏版)》请在第一文库网上搜索。
1、工地钢轨焊接(移动式闪光焊)施工作业指导书1 .适用范围适用于普通无缝铁路使用移动式闪光焊进行的钢轨焊接施工。2 .作业准备3 . 1内业准备首先编制施工作业指导书,在施工开始前组织技术人员认真学习实施性施工组织设计,澄清有关技术问题,熟悉规范和技术标准。制定施工安全保证措施,提出应急预案。对施工人员进行技术交底。对参加施工人员进行岗前培训,考试合格后持证上岗。4 . 2外业准备4.1.1 焊接设备组装调试、钢轨型式试验按照组装程序进行设备组装,并进行全面调试。确认设备一切正常后将待焊轨按照规定的检验要求焊接进行型式试验,确定焊接参数合格后可开始正式施工。4.1.2 钢轨接头除锈、打磨打磨钢轨
2、端面和轨腰钳口夹持处,轨腰打磨位置为距轨端100350mm范围内,打磨后呈现金属光泽。4.1.3 钢轨焊接前设备检查焊接前应按照焊机使用说明检查主机、冷却系统、液压系统、电气控制系统是否正常;检查动力电压、水温、水位、油温、油位钳口上的焊硅及其它碎屑、推瘤刀上的焊接飞溅物是否清除。焊接参数是否符合实验结果。一切正常之后,在操作司机、工长签字确认后方可进行焊接工作。3.技术要求3.1 施工中必须选派经过焊接培训并已经获得闪光焊接培训合格证的人员进行钢轨焊接。施工前应进行岗前培训I,经考试合格后上岗。施工中应编制切实可行的安全技术措施及应急预案,指导施工。5 . 2焊机的保养维修必须符合焊机及附属
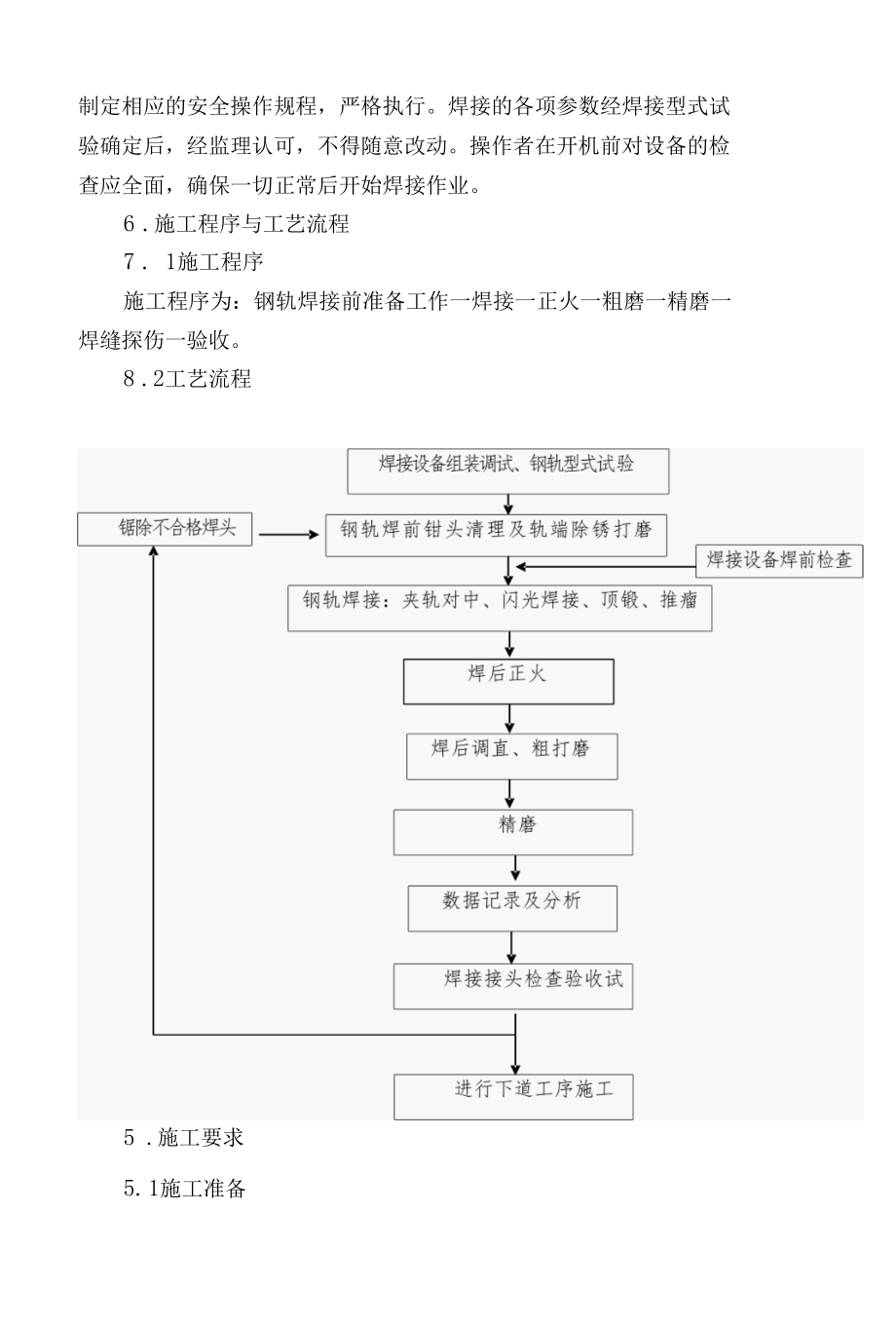
3、设备保养维修规程,并制定相应的安全操作规程,严格执行。焊接的各项参数经焊接型式试验确定后,经监理认可,不得随意改动。操作者在开机前对设备的检查应全面,确保一切正常后开始焊接作业。6 .施工程序与工艺流程7 . 1施工程序施工程序为:钢轨焊接前准备工作一焊接一正火一粗磨一精磨一焊缝探伤一验收。8 .2工艺流程5 .施工要求5. 1施工准备施工准备工作分为内业准备和外业准备,其中内业准备包括编制作业指导书、下发技术交底、学习施工规范和验收标准等;外业准备包括焊接设备组装调试、钢轨型式试验确定焊接参数、钢轨焊接前设备检查等。准备工作应充分,切实为施工做好准备。5.1. 1焊接设备组装调试、钢轨型式试
4、验焊接工程施工前,应严格照TB/T1632. 1-4-2005钢轨焊接(通用技术条件,闪光焊,铝热焊,气压焊)进行钢轨焊接型式试验和常规试验,确定焊轨参数,焊接的各项参数经焊接型式试验确定后,经监理认可,不得随意改动。5.2. 2钢轨焊前钳头清理及轨端除锈打磨松开扣件,当轨缝太大时用液压拉轨器拉轨。将钢轨端面用垫木支垫,对钢轨端面和轨腰钳口夹持处进行打磨,轨腰打磨位置为距轨端100350mHi范围内,经打磨的表面要见金属光泽,不得有锈斑。如此范围内有凸出的厂标、字母等符号必须用砂磨机磨平。对母材的磨耗不得超过0. 2mmo若打磨后的待焊时间超出24小时或有油水沾污,则必须重新打磨。5. 1.3
5、钢轨焊接前设备检查钢轨焊接前应进行设备检查,设备检查应严格按照2. 2外业准备工作中设备检查的要求进行。5.2施工工艺5.3. 1钢轨焊接5. 2.1.1准备工作完成后,用机车或轨道车推送移动式焊轨车运行到焊接接头处,特制集装箱将二位端前墙向上旋转到与顶棚平齐并锁定。起吊机构连同焊机沿轨道向外移动至端墙外平台;吊臂驱动油缸伸长降下旋转臂,将焊机降下接近钢轨,利用转盘转动,使焊机进入焊接工作位置;将焊机落下置于钢轨上,确保两钢轨间隙位于导轴上标记的正下方,降低焊机直到压在钢轨上。1 .2.1.2焊机机头上的两对钳口将两钢轨轨头夹紧,自动对准系统接头两侧各500mm范围内在水平和纵向两个方向上自动
6、非常精确地对准(两端钢轨在纵向同时被相对抬高0.60.8mm/m)。两钳口在通以400V的直流的电压后形成两个高压电极,提高焊接电流。启动焊接,激活自动焊接工序;分别进入预闪阶段、稳定的高压闪光阶段(该阶段应锁定钢轨夹紧选择开关,防止在焊接周期结束时焊机再次夹紧钢轨)、低压闪光,加速闪光、以及顶锻阶段。顶锻完成以后整个焊接过程结束。随后钢轨夹紧装置快速松开两钳口,在焊机头内的推瘤刀立即进行推瘤,从而完成一侧钢轨的焊接作业。5 . 2. 1. 3焊机机架张开到最大位置,起升焊机直至完全离开钢轨焊接接头,去除推瘤焊磴,清洁焊机内部。然后将焊机调整到另一侧完成钢轨焊接。在完成一组焊接接头后,每间隔三
7、根轨枕上紧扣件,焊机前行到下一个焊接接头处。1.2.3 焊后正火正火作业前焊接接头表面温度应低于500,然后用氧气-乙烘加热器将焊缝温度加热到850 (轨底角)-95(TC (轨头)之间。正火应在焊接接头不受压力的条件下进行,轨头冷却宜采用风冷。1.2.4 钢轨焊后调直、粗打磨钢轨焊缝正火完,温度降低到30(TC以下时,对钢轨进行调直。焊后打磨可以分成粗打磨和精细打磨,粗打磨利用手提式砂轮机对焊缝及附近轨头顶面、侧面、轨底上面和轨底进行打磨;焊缝踏面部位在常温下不能打亏,打磨时不得横向打磨,打磨面不得发黑、发蓝而应平整有光泽。粗磨应保证焊接接头的表面粗糙度能够满足探伤扫查的需要;焊接接头非工作


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工地 钢轨 焊接 施工 方案
 第一文库网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
第一文库网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 调和油系列产品项目可行性研究报告.doc
调和油系列产品项目可行性研究报告.doc
-
三相调压器项目可行性研究报告.doc
-
可行性分析报告设立XX基金管理公司项目可行性分析报告.doc
-
丁硅料项目可行性研究报告.doc
-
二手车交易市场建设项目可行性研究报告.doc
-
二手车交易市场项目可行性研究报告.doc
-
二万头商品猪项目可行性研究报告大纲2.doc
-
二氢松油醇项目可行性研究报告.doc
-
二氧化钛项目可行性研究报告.doc
-
二位五通电磁换向阀项目可行性研究报告.doc
-
二聚酸项目可行性研究报告.doc
-
从化项目可行性报告XXXX329.doc
-
二氧化碳回收项目可行性研究报告.doc
-
水性油墨工程技术研发中心项目可行性研究报告.doc
-
水杀菌消毒项目可行性研究报告.doc
-
水稻种植及加工产业化项目可行性报告.docx
-
水暖五金配件项目可行性研究报告.doc
-
汽车行业-汽车教学整车模型项目可行性研究报告.doc
-
汽车行业-汽车电机零部件项目可行性研究报告.doc
-
汽车行业-汽车空调压缩机支架项目可行性研究报告.doc
-
汽车行业-汽车轮钢项目可行性研究报告摩森咨询·专业编写可行性.doc
-
水果筛选项目可行性研究报告.doc
-
水质改良剂项目可行性研究报告.doc
-
汽车行业-汽车空调电器总成项目可行性研究报告.doc
-
汽车行业-汽车钢卷项目可行性研究报告.doc
-
水泥厂项目可行性研究报告.docx
-
江苏省某幼儿园学校配套停车场项目建议书(代可行性研究报告).docx
-
水泥预制件墙板项目可行性研究报告.doc
-
江西省金韵生态农业示范园建设项目可行性研究报告页(1).docx
-
汽车行业-汽车美容护理用品项目可行性研究报告.doc
-
汽车行业-汽车轮胎套筒项目可行性研究报告.doc
-
汽车行业-汽车阀门项目可行性研究报告.doc
-
锚杆施工工艺流程图.docx
-
锅炉安装方案.docx
-
锂电池安全管理规程TSIPAQLHH 00012023.docx
-
锡林郭勒盟2023年中央财政支持农牧民合作社发展项目实施方案.docx
-
锡林郭勒羊区域公用品牌建设工作三年规划(2021—2023年).docx
-
锡林郭勒盟电大《电机安装调试技术》形考任务二.docx
-
锅炉制粉系统故障诊断方法探讨.docx
-
销售采购人事法律培训王兴余.docx
-
锦江法院警用装备需求表.docx
-
锂电池中水分的测定.docx
-
锦州医科大学云端大学生校园吉尼斯挑战赛竞赛规程.docx
-
锅炉管理制度.docx
-
锡基负极材料在放电过程中结构演化的研究.docx
-
锂电池安全问题及技术汇总!.docx
-
锅炉及附属设备安装技术交底.docx
-
锚索施工技术方案.docx
-
锦素供应链优化目标.docx
-
锅炉隐患自查自纠统计表.docx
-
锅炉改造项目环评报告.docx

