
 管理制度-关于公布安全阀安全技术监察规程第1号修改单的公告国 精品.doc
管理制度-关于公布安全阀安全技术监察规程第1号修改单的公告国 精品.doc
《管理制度-关于公布安全阀安全技术监察规程第1号修改单的公告国 精品.doc》由会员分享,可在线阅读,更多相关《管理制度-关于公布安全阀安全技术监察规程第1号修改单的公告国 精品.doc(5页珍藏版)》请在第一文库网上搜索。
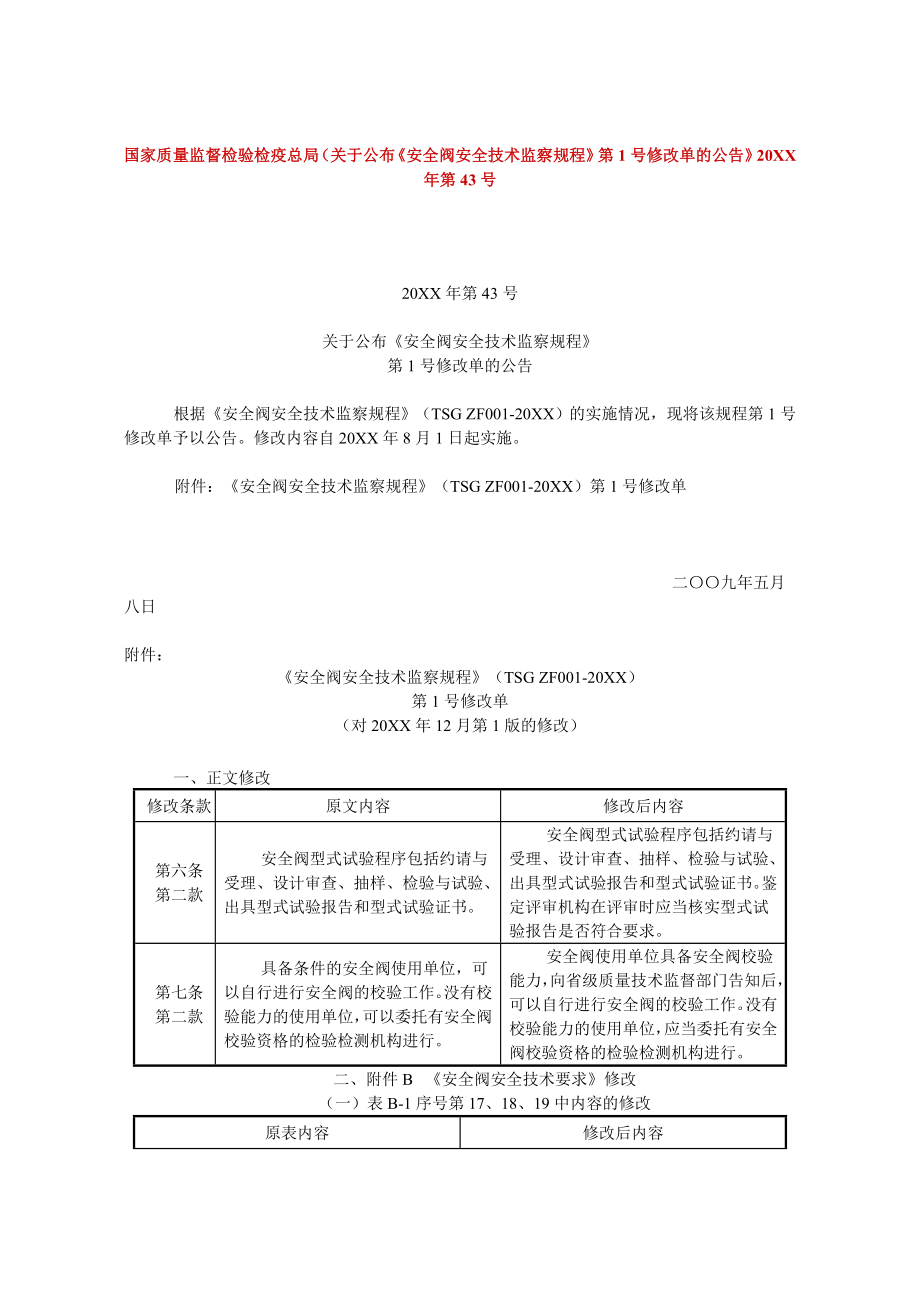
1、国家质量监督检验检疫总局(关于公布安全阀安全技术监察规程第1号修改单的公告20XX年第43号20XX年第43号关于公布安全阀安全技术监察规程第1号修改单的公告根据安全阀安全技术监察规程(TSG ZF001-20XX)的实施情况,现将该规程第1号修改单予以公告。修改内容自20XX年8月1日起实施。附件:安全阀安全技术监察规程(TSG ZF001-20XX)第1号修改单 二九年五月八日附件:安全阀安全技术监察规程(TSG ZF001-20XX)第1号修改单(对20XX年12月第1版的修改)一、正文修改修改条款原文内容修改后内容第六条第二款安全阀型式试验程序包括约请与受理、设计审查、抽样、检验与试验
2、、出具型式试验报告和型式试验证书。安全阀型式试验程序包括约请与受理、设计审查、抽样、检验与试验、出具型式试验报告和型式试验证书。鉴定评审机构在评审时应当核实型式试验报告是否符合要求。第七条第二款具备条件的安全阀使用单位,可以自行进行安全阀的校验工作。没有校验能力的使用单位,可以委托有安全阀校验资格的检验检测机构进行。安全阀使用单位具备安全阀校验能力,向省级质量技术监督部门告知后,可以自行进行安全阀的校验工作。没有校验能力的使用单位,应当委托有安全阀校验资格的检验检测机构进行。二、附件B 安全阀安全技术要求修改(一)表B-1序号第17、18、19中内容的修改原表内容修改后内容序号标准号标准名称序
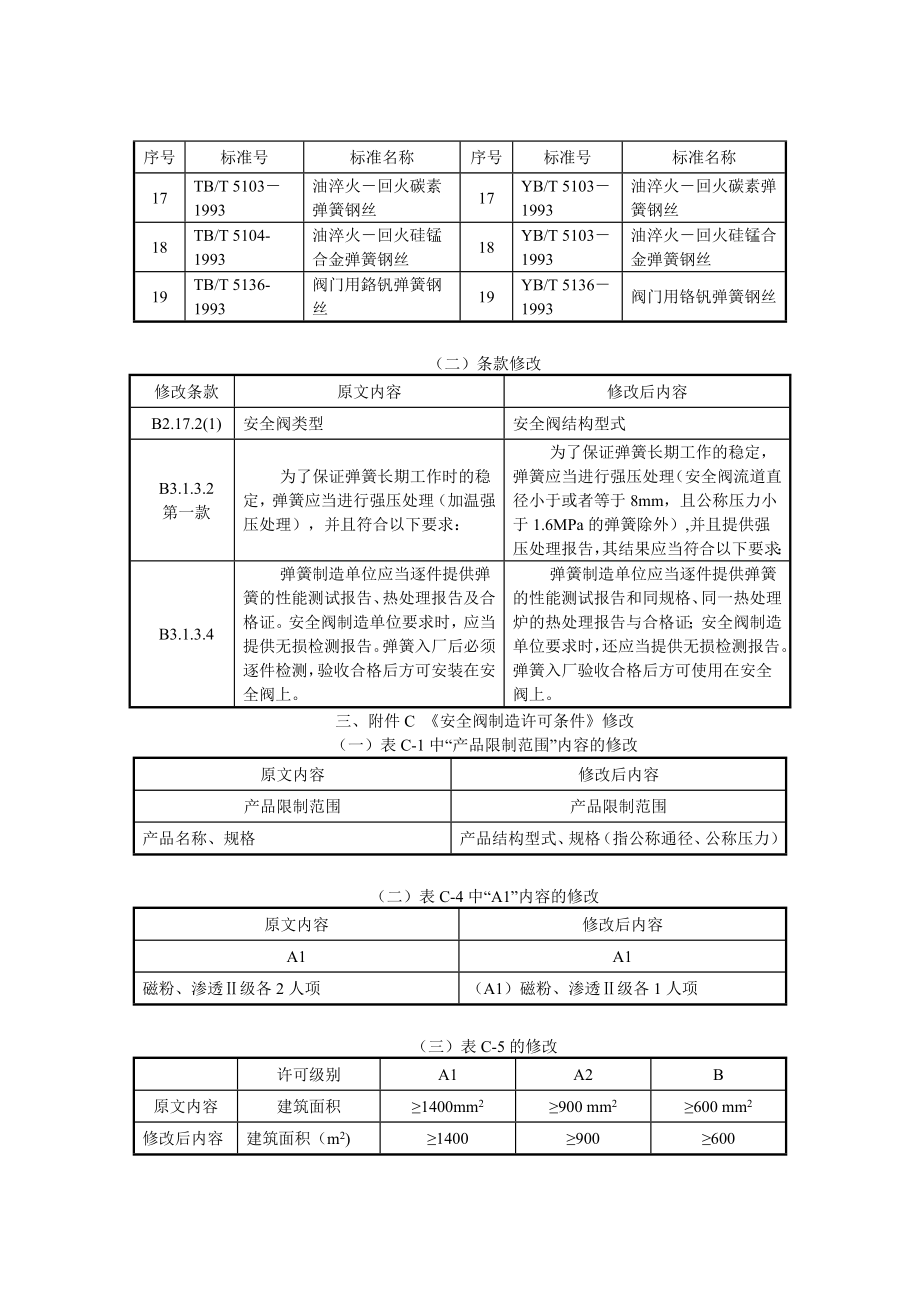
3、号标准号标准名称17TB/T 51031993油淬火回火碳素弹簧钢丝17YB/T 51031993油淬火回火碳素弹簧钢丝18TB/T 5104-1993油淬火回火硅锰合金弹簧钢丝18YB/T 51031993油淬火回火硅锰合金弹簧钢丝19TB/T 5136-1993阀门用鉻钒弹簧钢丝19YB/T 51361993阀门用铬钒弹簧钢丝(二)条款修改修改条款原文内容修改后内容B2.17.2(1)安全阀类型安全阀结构型式B3.1.3.2第一款为了保证弹簧长期工作时的稳定,弹簧应当进行强压处理(加温强压处理),并且符合以下要求:为了保证弹簧长期工作的稳定,弹簧应当进行强压处理(安全阀流道直径小于或者等于
4、8mm,且公称压力小于1.6MPa的弹簧除外),并且提供强压处理报告,其结果应当符合以下要求:B3.1.3.4弹簧制造单位应当逐件提供弹簧的性能测试报告、热处理报告及合格证。安全阀制造单位要求时,应当提供无损检测报告。弹簧入厂后必须逐件检测,验收合格后方可安装在安全阀上。弹簧制造单位应当逐件提供弹簧的性能测试报告和同规格、同一热处理炉的热处理报告与合格证;安全阀制造单位要求时,还应当提供无损检测报告。弹簧入厂验收合格后方可使用在安全阀上。三、附件C 安全阀制造许可条件修改(一)表C-1中“产品限制范围”内容的修改原文内容修改后内容产品限制范围产品限制范围产品名称、规格产品结构型式、规格(指公称
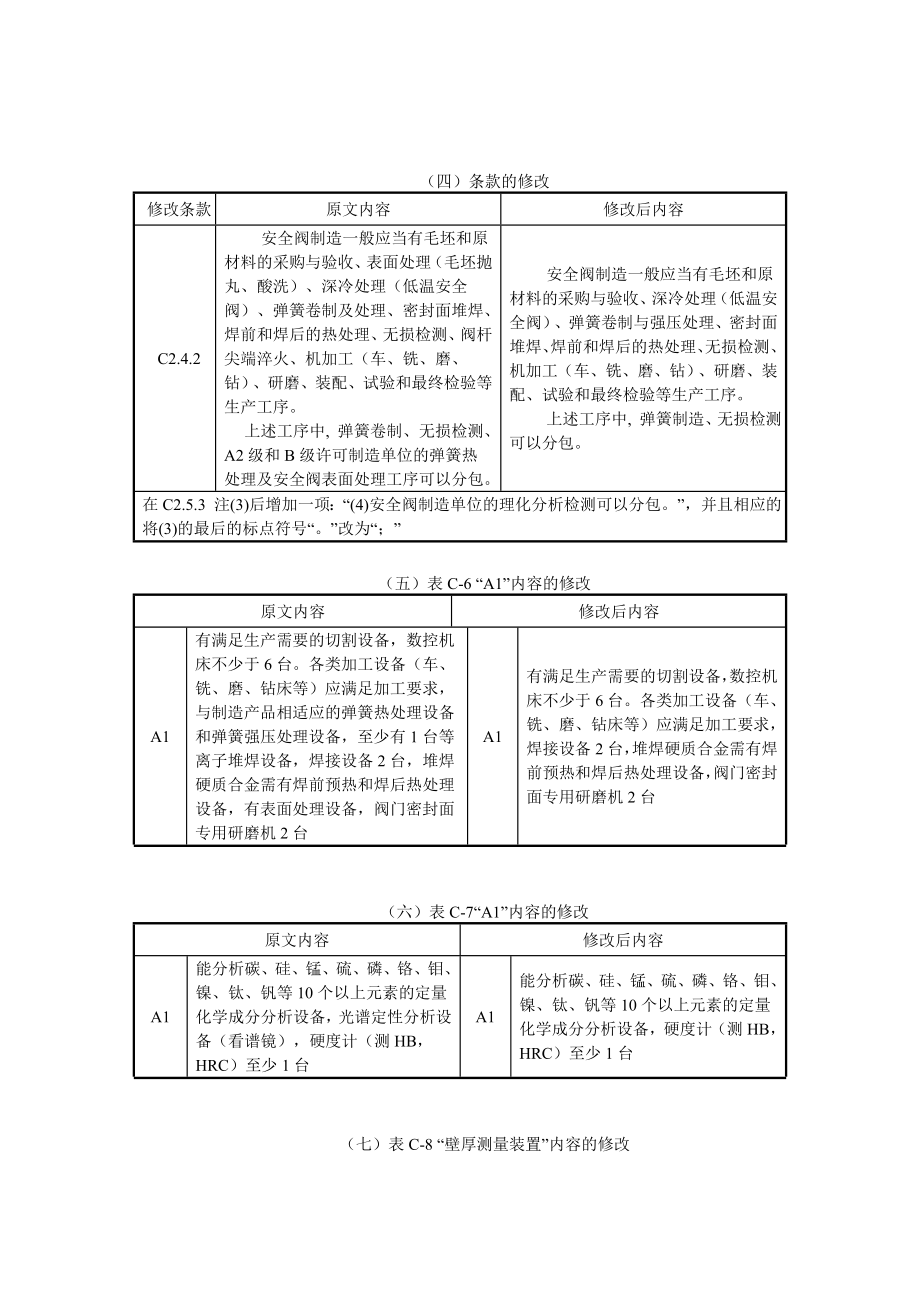
5、通径、公称压力)(二)表C-4中“A1”内容的修改原文内容修改后内容A1A1磁粉、渗透级各2人项(A1)磁粉、渗透级各1人项(三)表C-5的修改许可级别A1A2B原文内容建筑面积1400mm2900 mm2600 mm2修改后内容建筑面积(m2)1400900 600 (四)条款的修改修改条款原文内容修改后内容C2.4.2安全阀制造一般应当有毛坯和原材料的采购与验收、表面处理(毛坯抛丸、酸洗)、深冷处理(低温安全阀)、弹簧卷制及处理、密封面堆焊、焊前和焊后的热处理、无损检测、阀杆尖端淬火、机加工(车、铣、磨、钻)、研磨、装配、试验和最终检验等生产工序。 上述工序中, 弹簧卷制、无损检测、A2级


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 管理制度-关于公布安全阀安全技术监察规程第1号修改单的公告国 精品 管理制度 关于 公布 安全阀 安全技术 监察 规程 修改 公告
 第一文库网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
第一文库网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 调和油系列产品项目可行性研究报告.doc
调和油系列产品项目可行性研究报告.doc
-
三相调压器项目可行性研究报告.doc
-
可行性分析报告设立XX基金管理公司项目可行性分析报告.doc
-
丁硅料项目可行性研究报告.doc
-
二手车交易市场建设项目可行性研究报告.doc
-
二手车交易市场项目可行性研究报告.doc
-
二万头商品猪项目可行性研究报告大纲2.doc
-
二氢松油醇项目可行性研究报告.doc
-
二氧化钛项目可行性研究报告.doc
-
二位五通电磁换向阀项目可行性研究报告.doc
-
二聚酸项目可行性研究报告.doc
-
从化项目可行性报告XXXX329.doc
-
二氧化碳回收项目可行性研究报告.doc
-
水性油墨工程技术研发中心项目可行性研究报告.doc
-
水杀菌消毒项目可行性研究报告.doc
-
水稻种植及加工产业化项目可行性报告.docx
-
水暖五金配件项目可行性研究报告.doc
-
汽车行业-汽车教学整车模型项目可行性研究报告.doc
-
汽车行业-汽车电机零部件项目可行性研究报告.doc
-
汽车行业-汽车空调压缩机支架项目可行性研究报告.doc
-
汽车行业-汽车轮钢项目可行性研究报告摩森咨询·专业编写可行性.doc
-
水果筛选项目可行性研究报告.doc
-
水质改良剂项目可行性研究报告.doc
-
汽车行业-汽车空调电器总成项目可行性研究报告.doc
-
汽车行业-汽车钢卷项目可行性研究报告.doc
-
水泥厂项目可行性研究报告.docx
-
江苏省某幼儿园学校配套停车场项目建议书(代可行性研究报告).docx
-
水泥预制件墙板项目可行性研究报告.doc
-
江西省金韵生态农业示范园建设项目可行性研究报告页(1).docx
-
汽车行业-汽车美容护理用品项目可行性研究报告.doc
-
汽车行业-汽车轮胎套筒项目可行性研究报告.doc
-
汽车行业-汽车阀门项目可行性研究报告.doc
 表格模板-中学仪器统计表 精品.xls
表格模板-中学仪器统计表 精品.xls
-
表格模板-两行以上合并单元格表头的工资条式表的制作 精品.xls
-
表格模板-中层管理人员行业经验统计表 精品.xls
-
表格模板-中国海洋大学二〇一〇 年分专业录取分数统计表 精品.xls
-
表格模板-个人销售成绩表 精品.xls
-
表格模板-中国石化管理类文件材料归档范围及档案保管期限表征求意见稿 精品.xls
-
表格模板-两客一危企业列表 精品.xls
-
表格模板-中层管理人员创新程度统计表 精品.xls
-
表格模板-中小企业工资汇总表 精品.xls
-
表格模板-中山市注册安全主任第一一一期坦洲花名册表 精品.xls
-
表格模板-个人税后工资计算表 精品.xls
-
表格模板-中国省市区统计表 精品.xls
-
表格模板-中层管理人员决策层次统计表 精品.xls
-
表格模板-中山项目910月营销费用表0812 精品.xls
-
表格模板-中国古代建筑历史表名词解释 精品.xls
-
表格模板-中富钢构统计表 精品.xls
-
表格模板-中层管理人员行业背景得分统计表 精品.xls
-
表格模板-临沂市校舍维修改造专项资金补助项目工程进展统计表 精品.xls
-
表格模板-二手车部销售车辆信息表 精品.xls

